Bulk molding compound is a viscous, fiber-filled thermoset putty containing resin, fillers, and chopped glass fiber. It is sensitive to shear: excessive mechanical work shortens the glass fibers and degrades the mechanical properties of the finished molded part. A BMC extruder's job is to ingest this stiff, sticky material, convey it gently, and form it into uniform charges (slugs) of consistent weight for compression or injection molding presses.
Bonnot configures each single-screw extruder for this duty specifically, prioritizing positive feed and low shear over throughput speed.
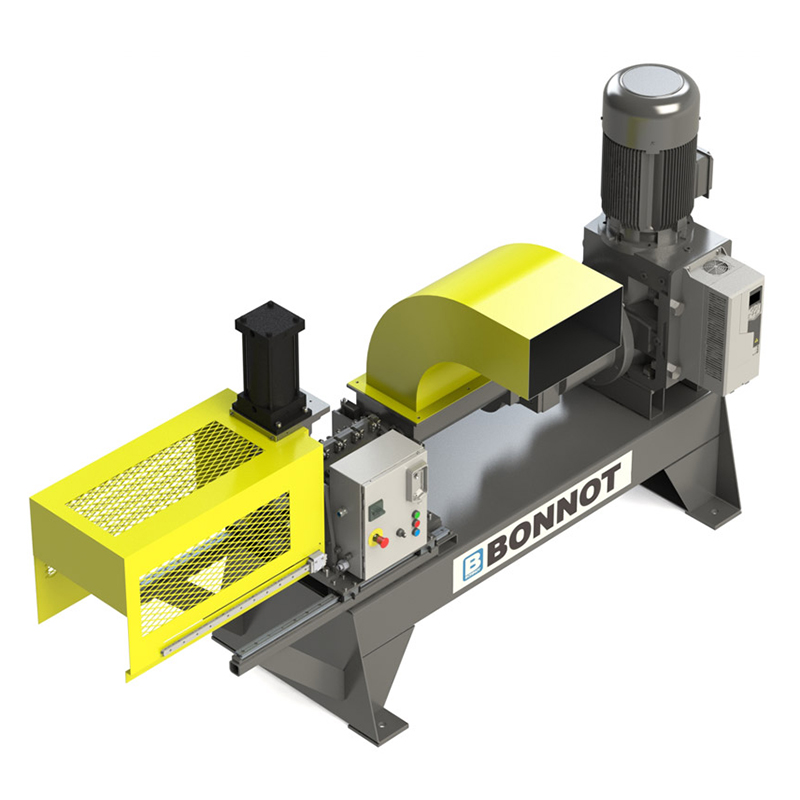
How the Bonnot BMC Extruder Is Configured
The design centers on controlled, low-degradation material handling:
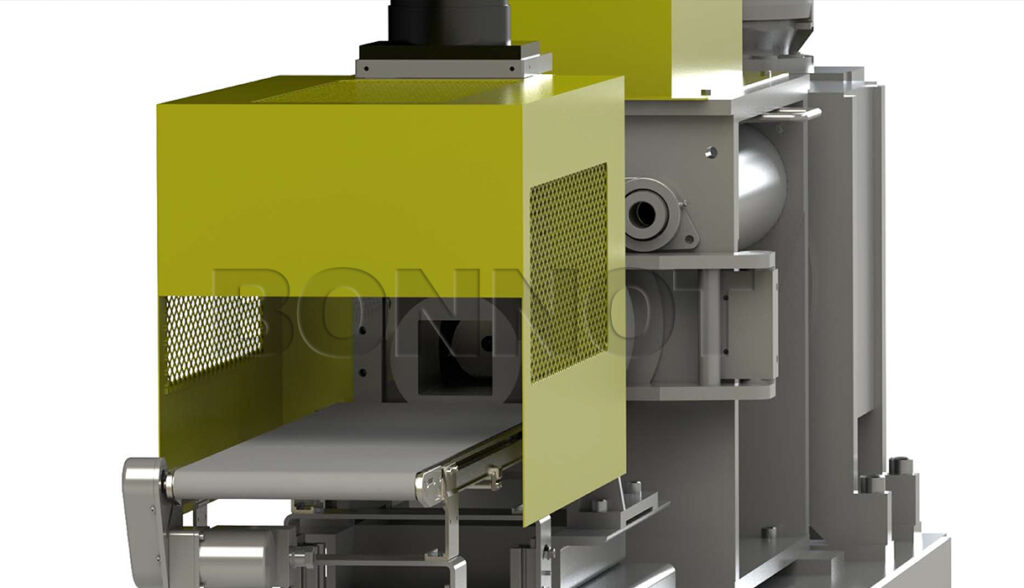
Large feed section to accept stiff, high-viscosity BMC without bridging or starving the screw.
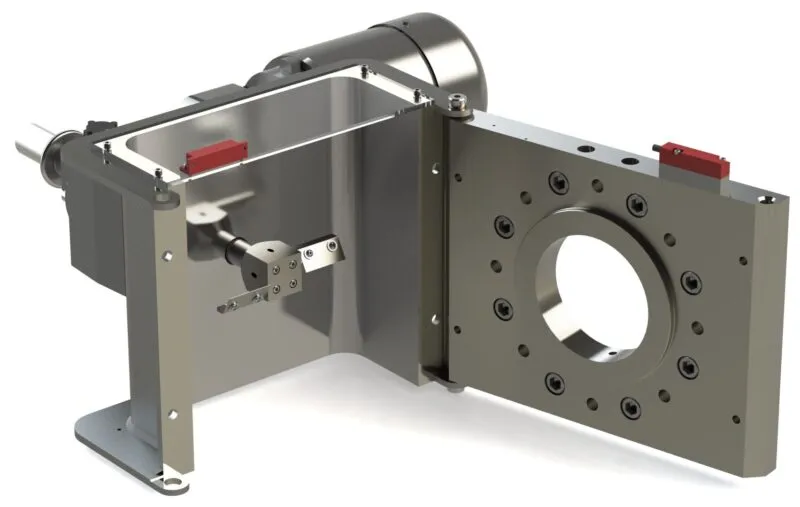
Single counter-rotating packer that forces material positively into the screw, ensuring consistent feed while minimizing the working that breaks down glass fibers.
Carbon steel construction with chrome-plated contact components to reduce drag, resist wear, and ease material release.
Tapered auger (application-dependent) used in some configurations to accommodate a larger feed batch while producing a smaller-diameter extrudate.
Jacket and auger cooling with a temperature control unit (TCU) to hold the compound within its processing window and prevent premature cure.
Single-orifice forming dies in a range of sizes to set extrudate diameter.
Easy-clean hoppers, packer, and barrels (optional) for faster material changeovers between formulations.
Bulk molding compound is a viscous, fiber-filled thermoset putty containing resin, fillers, and chopped glass fiber. It is sensitive to shear: excessive mechanical work shortens the glass fibers and degrades the mechanical properties of the finished molded part. A BMC extruder's job is to ingest this stiff, sticky material, convey it gently, and form it into uniform charges (slugs) of consistent weight for compression or injection molding presses.
Bonnot configures each single-screw extruder for this duty specifically, prioritizing positive feed and low shear over throughput speed.
How the Bonnot BMC Extruder Is Configured
The design centers on controlled, low-degradation material handling:
Large feed section to accept stiff, high-viscosity BMC without bridging or starving the screw.
Single counter-rotating packer that forces material positively into the screw, ensuring consistent feed while minimizing the working that breaks down glass fibers.
Carbon steel construction with chrome-plated contact components to reduce drag, resist wear, and ease material release.
Tapered auger (application-dependent) used in some configurations to accommodate a larger feed batch while producing a smaller-diameter extrudate.
Jacket and auger cooling with a temperature control unit (TCU) to hold the compound within its processing window and prevent premature cure.
Single-orifice forming dies in a range of sizes to set extrudate diameter.
Easy-clean hoppers, packer, and barrels (optional) for faster material changeovers between formulations.