Live Bottom Extruders
Process Entire Batches of Butyl, Sealants and other Mastics
Bonnot developed the Live Bottom Feeder Extruder to efficiently process entire loads of material from the mixer, eliminating the need and cost of pre-sizing batches.

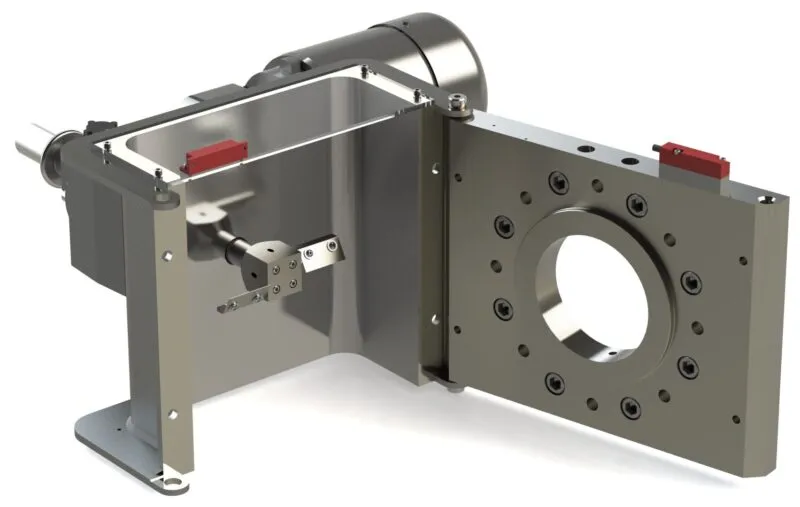
Extruder Design Features
1Large Diameter Feed Screws
2Rotary Union for Screw Temperature Control
3Hydraulic Batch Loading System
4(2) Jacketed Barrels for Temperature Control
5High Torque Feeder Motor
6High Torque Extrusion Motor

product information
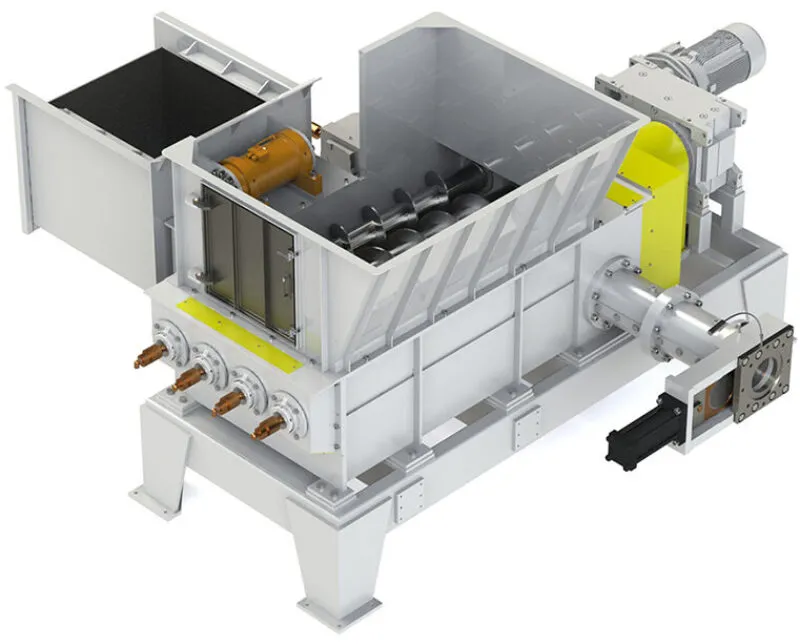
Bonnot Live Bottom Extruders are heavy-duty dual drive, single-output-screw machines engineered for the continuous processing of high-viscosity sealant, adhesive, and construction compound materials that are delivered in bulk - from drums, pails, or bulk bag unloaders - and must be extruded continuously without operator intervention. The 'live bottom' designation refers to the agitated or four auger-driven hopper base that actively prevents bridging of viscous, dense, or rubbery materials, ensuring the extruder screw is never starved of feed even during extended unattended production runs. The RS 6 LB and RS 8 LB configurations cover a wide throughput range suited to mid-scale and high-volume industrial sealant production.
These machines are found in sealant manufacturing, construction product lines, and adhesive compounding facilities where materials such as butyl, polysulfide, polyurethane, and acrylic sealant bases must be extruded to precise cross-sections - rod, ribbon, or bead geometries - for cartridge filling, bead-on-roll production, or bulk bag loading. Construction is in 304SS or 316SS for food-adjacent and chemical applications, and in carbon steel for non-food industrial compounds. The Live Bottom configuration is trusted by major manufacturers across the construction sealant, automotive adhesive, and industrial compound sectors.
Advantages at a glance
The active live-bottom hopper eliminates the manual feeding and periodic surge that characterises batch-loaded conventional extruders, enabling unattended production runs of several hours on bulk-delivered sealant materials. For a sealant manufacturer operating multiple shifts, the difference between a machine that requires an operator to monitor and periodically replenish the hopper and one that accepts full drums or bulk bags and feeds itself continuously is measured directly in labour cost per tonne of product - a commercial consideration that is often the primary financial justification for specifying the Live Bottom configuration over a standard hopper.
Precision cross-section control at the die face is the downstream consequence of the Live Bottom's surge-free feed: because the screw receives a steady, pressure-consistent supply of material, the volumetric output per revolution is stable, and the die-face dimensional consistency that results directly determines whether a cartridge fill weight is within specification or a bead-on-roll product meets its diameter tolerance. For sealant manufacturers supplying automotive OEM customers under statistical process control agreements, this die-face stability is not an optional quality attribute but a contractual requirement.
The Live Bottom configuration handles material delivered in full drums, bulk bags, or pails without pre-conditioning - eliminating the heating, milling, or pre-feeding steps that increase labour cost and material handling complexity in facilities where sealant base materials arrive at ambient temperature and must be brought to process viscosity before conventional extrusion can begin.
Industries and materials served
Insulating Glass and Construction Sealants
Butyl and polysulfide primary and secondary sealants for insulating glass unit manufacture, structural glazing, and curtain wall assembly are among the most common Live Bottom applications. Consistent bead geometry is critical for insulating glass production because the primary butyl seal provides both the gas barrier and the structural bond between the glass and the aluminium spacer bar - variations in bead width or thickness directly affect the gas-fill retention and thermal performance of the finished unit.
Automotive Body and Structural Adhesives
High-viscosity bonding compounds, body seam sealers, and acoustic damping materials for automotive OEM and aftermarket production require the consistent rod diameter and material density that the Live Bottom's surge-free feed provides. Robotic bead-application equipment in automotive assembly lines operates on fixed application parameters that assume a consistent material feed rate - any variation in bead geometry caused by hopper surging translates directly into either insufficient adhesion or excess material usage.
Industrial and Structural Adhesive Rods
Hot-melt precursors, pressure-sensitive adhesive bases, and structural adhesive rod stock for industrial bonding applications are produced on Live Bottom Extruders where precise rod diameter and material density control are necessary for accurate metering by downstream dispensing equipment. The consistent volumetric output of the Live Bottom ensures that each metre of extruded rod contains the same quantity of adhesive, which is the property downstream dispensing systems rely on to deliver accurate shot weights.
Waterproofing Membranes and Infrastructure Sealants
Bituminous, polyurethane, and EPDM-based waterproofing compounds for roofing, below-grade waterproofing, and tunnel lining applications are processed on the RS 6 and RS 8 LB models where the combination of high throughput and consistent bead or tape geometry is required. These materials are typically delivered in bulk form and are too viscous for conventional hoppers, making the Live Bottom the natural specification for continuous waterproofing compound production.
Specialty and Reactive Chemical Compounds
Dense, poorly-flowing chemical intermediates such as polysulfide precursors, epoxy mastics, and reactive adhesive bases that exceed the flow capability of conventional hopper geometries are the natural territory of the Live Bottom Extruder. For chemists developing new reactive adhesive or sealant formulations, the Live Bottom's ability to process full-viscosity material at room temperature without pre-conditioning provides a direct trial of production-representative processing conditions.
Available in a range of sizes
RS 6 Series LB

- Output
- 1,000 - 2,500 lbs/hour
- Approximate Layout (L x H x W inches)
- 124” x 105” x 108”
- Hopper Opening
- 48” x 36-1/4”
- Motor Power
- 25 HP / 75 HP

(2) 8" Live Bottom Extruders
These extruders are complete systems with batch loaders. They are in operation processing sealants in a facility in the US.
Live Bottom Extruder Processing Sealants
In this video you can see how the live bottom extruder is able to ingest a batch of material and feed in a controlled fashion.
A Video Walkaround
In this video you can see a video walk around of a complete live bottom system.
Want to prove it out?
The Bonnot Company is pleased to offer FREE feasibility testing in our test facility. Come and take advantage of our comprehensive catalog of test equipment; different extruder designs, screw geometries, forming dies, temperature control options, mixers and material testing equipment.
Get in touch with us