Extruder Design Features
+ Twin Packers for easy material ingestion
+ Hard surfacing and replaceable wear resistant barrel liners
+ Jacketed barrel for temperature processing control
+ Customizable dimensions & configurations
We have a long history of processing activated carbon, biochar and other carbon products

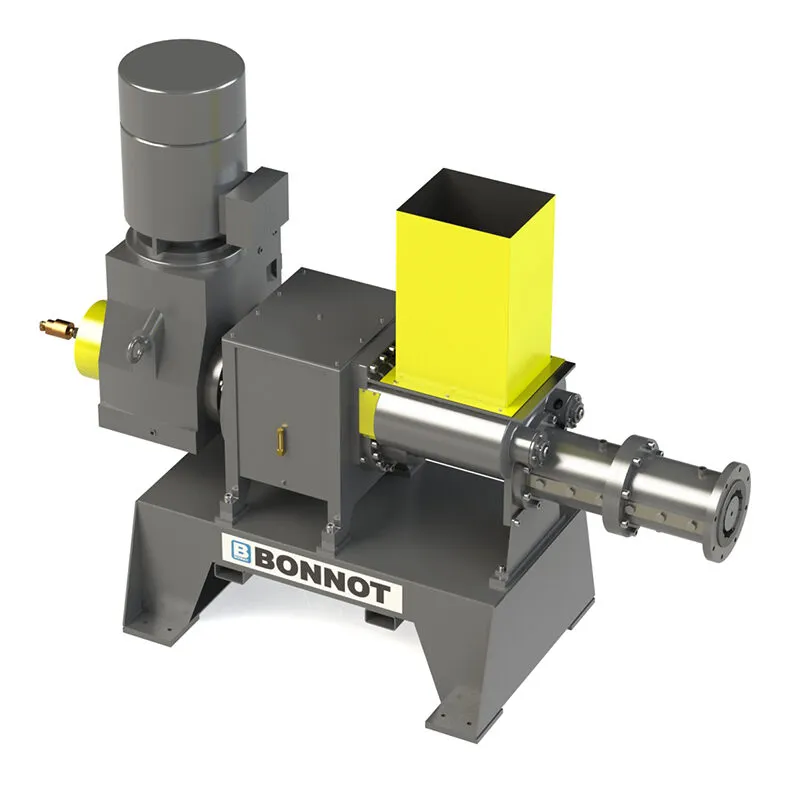
Bonnot Carbon Extruders are specialist single-screw machines engineered for the demanding task of extruding petroleum coke, pitch-binder, and graphite-based carbon pastes into green electrode bodies, carbon rods, and specialty carbon shapes for primary aluminium smelting, electric arc furnace steel production, electrochemical processing, and advanced carbon manufacturing. The CB series spans five sizes from 1" through 8", handling pastes characterised by high bulk density, significant abrasivity, and temperature-sensitive pitch binder systems that must remain within a narrow workability window during processing.
Carbon paste extrusion presents a technically challenging combination of properties: the paste is abrasive enough to rapidly erode unprotected steel barrel and screw surfaces, the coal tar or petroleum pitch binder requires precise temperature control to maintain plasticity without draining from the aggregate, and the large green electrode dimensions required for aluminium and steel production demand high-torque, low-speed screw operation on the 6" and 8" frame sizes. Bonnot addresses these requirements through a combination of hard-metal barrel liners, precision-zoned heated barrel and die assemblies, and heavy-duty gearboxes rated for the sustained high-torque, low-speed operation that carbon paste extrusion requires.
Abrasion-resistant construction is a prerequisite rather than an option for carbon paste extrusion: hard-metal barrel liners, HVOF tungsten carbide wear surfaces on screw flights, and hardened die inserts extend service life in the highly abrasive petroleum coke and graphite pastes that consume unprotected carbon steel surfaces at rates that make standard construction commercially unacceptable. The wear protection specification is matched to the specific paste's abrasivity - fine graphite pastes at the less aggressive end, coarse petroleum coke pastes at the most aggressive - rather than applying the most expensive wear solution uniformly across all applications.
Precise pitch binder temperature control is the most technically demanding aspect of carbon paste extrusion, because coal tar and petroleum pitch have a narrow temperature window between the temperature at which they are too stiff to flow uniformly through the paste and the temperature at which they drain from the aggregate under the influence of screw compression. The CB series' independently controlled barrel zones maintain this temperature window consistently across the full screw length, preventing the binder bleed-out that produces structurally weak green bodies and the paste stiffening that causes pressure build-up, die blockage, and screw seizure.
Heavy-duty gearboxes on the CB 6 and CB 8 provide the sustained torque needed for extruding large green carbon anodes and cathodes at the low screw speeds that prevent adiabatic shear heating in pitch-bound pastes - a problem that occurs on underpowered machines when operators increase screw speed to maintain throughput and inadvertently raise paste temperature above the pitch binder's drainage threshold. The five-size range from CB 1 through CB 8 maintains mechanical similarity, so rheological data and process parameters developed on the CB 1 laboratory machine carry forward to the CB 8 production unit without empirical re-optimisation.
Primary Aluminium Smelting - Carbon Anodes and Cathodes
Petroleum coke and pitch-based carbon anodes and cathodes for Hall-Héroult electrolytic cells represent the highest-volume application for carbon extrusion. Green electrode body density uniformity and pitch binder distribution - both determined at the extrusion stage - directly control anode consumption rate, bath chemistry, and energy consumption per tonne of aluminium produced. An anode with uneven binder distribution produces preferential oxidation at binder-lean zones, causing premature breakage and increased anode consumption that raises both the direct material cost and the carbon intensity of aluminium production.
Electric Arc Furnace Steelmaking - Graphite Electrodes
Graphite electrodes for EAF steel production are extruded from ultra-high-purity needle coke and pitch paste at large diameters. The CB series covers development-scale and specialty electrode work at smaller diameters, with the process architecture - screw geometry, wear protection, pitch temperature control - directly applicable to the large-diameter commercial production process. Electrode electrical resistance and thermal conductivity are determined by the green body's density and microstructure, both of which are controlled by the extrusion stage.
Carbon Brushes, Collector Rings, and Electrical Contacts
Carbon and graphite brushes for electric motors, generators, traction motors, and slip ring assemblies are extruded from engineered paste formulations where the balance of graphite grade, binder content, and metallic filler determines the contact resistance, wear rate, and thermal conductivity of the finished brush. Density and microstructure consistency across the extruded rod - from which individual brushes are cut - directly affects whether a brush meets its specified contact resistance and wear rate in service.
Fuel Cell Components and Electrochemical Applications
Extruded carbon gas diffusion layers, bipolar plate precursors, and porous carbon supports for proton exchange membrane and solid oxide fuel cells require controlled porosity and electrical conductivity - properties that are established by paste composition and extrusion conditions and cannot be recovered through post-processing. The CB 1 and CB 2 laboratory and small-production models are the natural choice for fuel cell component development, where formulation flexibility and small batch capability are more important than high throughput.
Specialty Carbon and Graphite Products
Carbon and graphite components for high-temperature industrial applications, chemical processing equipment, and precision engineering uses - including crucibles, EDM electrodes, carbon-carbon composite precursors, and custom shapes - represent a technically diverse but commercially important segment for the CB series. The ability to extrude custom profiles and hollow geometries using standard die adaptors, without requiring purpose-built extrusion equipment for each product variant, is the direct commercial advantage the CB platform offers specialty carbon manufacturers.
+ Twin Packers for easy material ingestion
+ Hard surfacing and replaceable wear resistant barrel liners
+ Jacketed barrel for temperature processing control
+ Customizable dimensions & configurations
Specifications

Testing on our CB 2 Series extruder in our test facility.
Our extruders are used to process a range of activated, char and bio char carbons.
Intensive mixing is often required for carbon applications. In our test room we have access to a number of different mix styles for trials.
Here are some samples of extruded carbon pellets. We are able to form logs, hollow profiles and pellets.
The Bonnot Company is vertically integrated and able to fulfill large orders. Here is an order for (4) 6 Series (6″) Extruders ready for shipment to a customer facility.
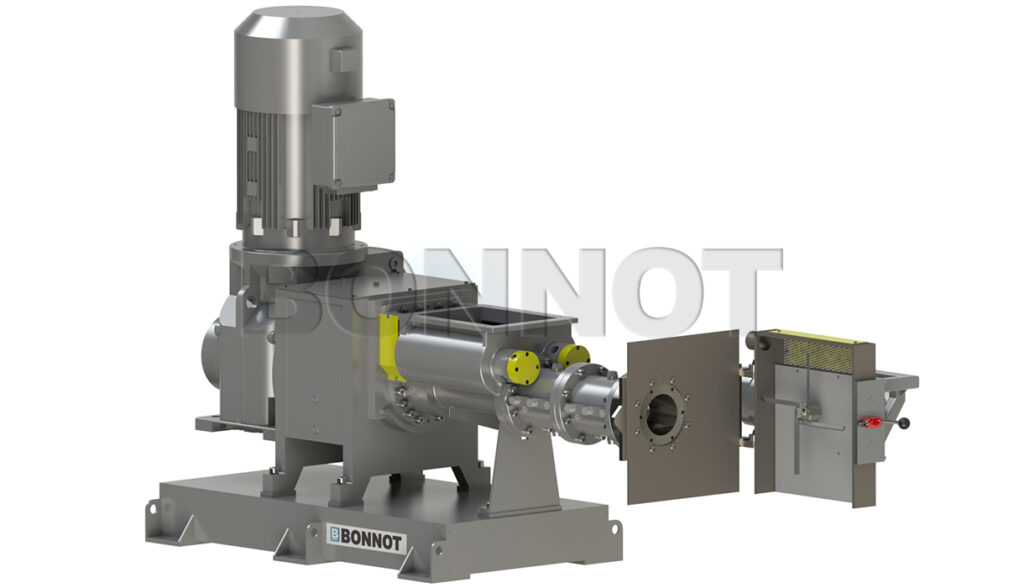
We ofter a range of material handling and feeding equipment. Depicted here is our Twin Shaft Feeder mounted over out 4 Series (4″) Carbon extruder.
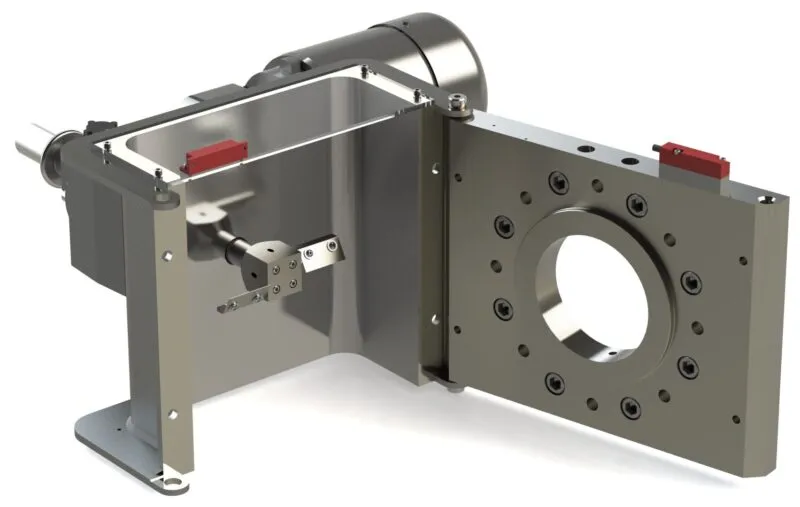
The Bonnot Company offers cutters for certain applications, including carbon. Depicted here is our 6″ rotary die face cutter, used for cutting carbon and activated carbon pellets.
The Bonnot Company is pleased to offer FREE feasibility testing in our test facility. Come and take advantage of our comprehensive catalog of test equipment; different extruder designs, screw geometries, forming dies, temperature control options, mixers and material testing equipment.
Get in touch with us