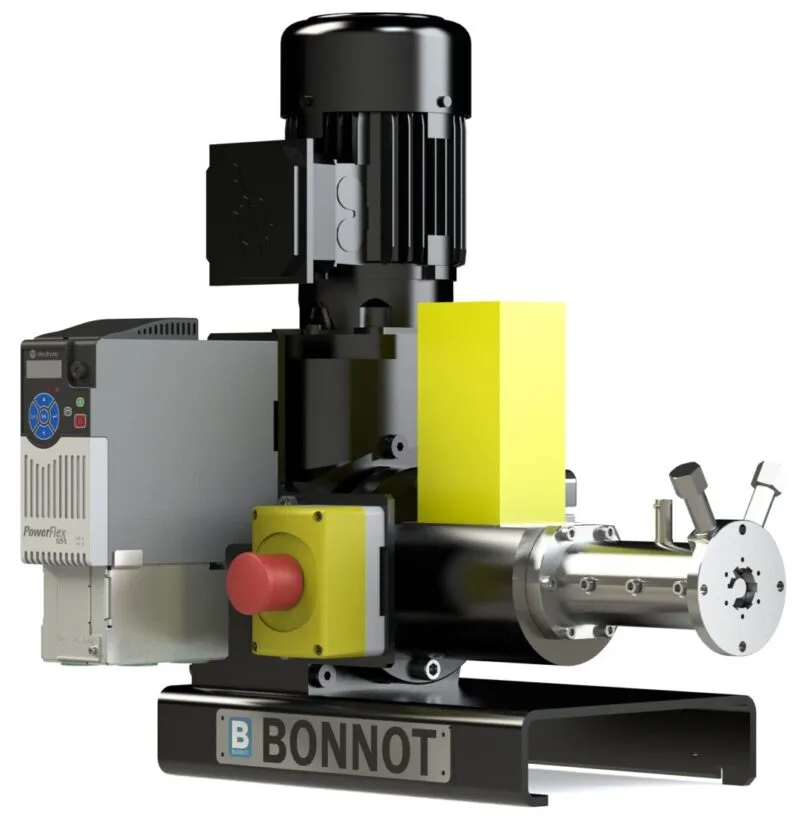
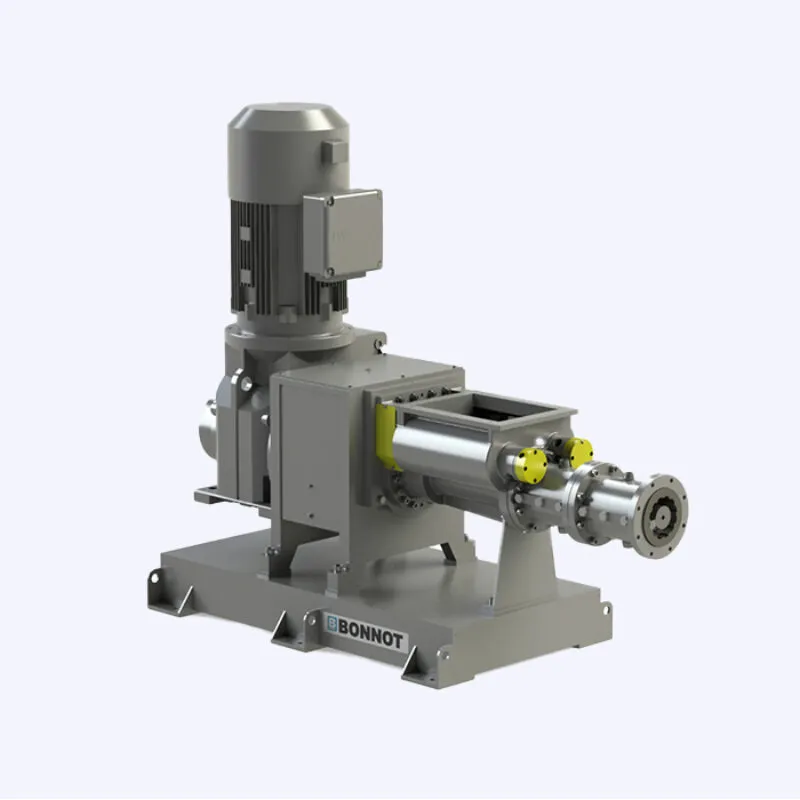
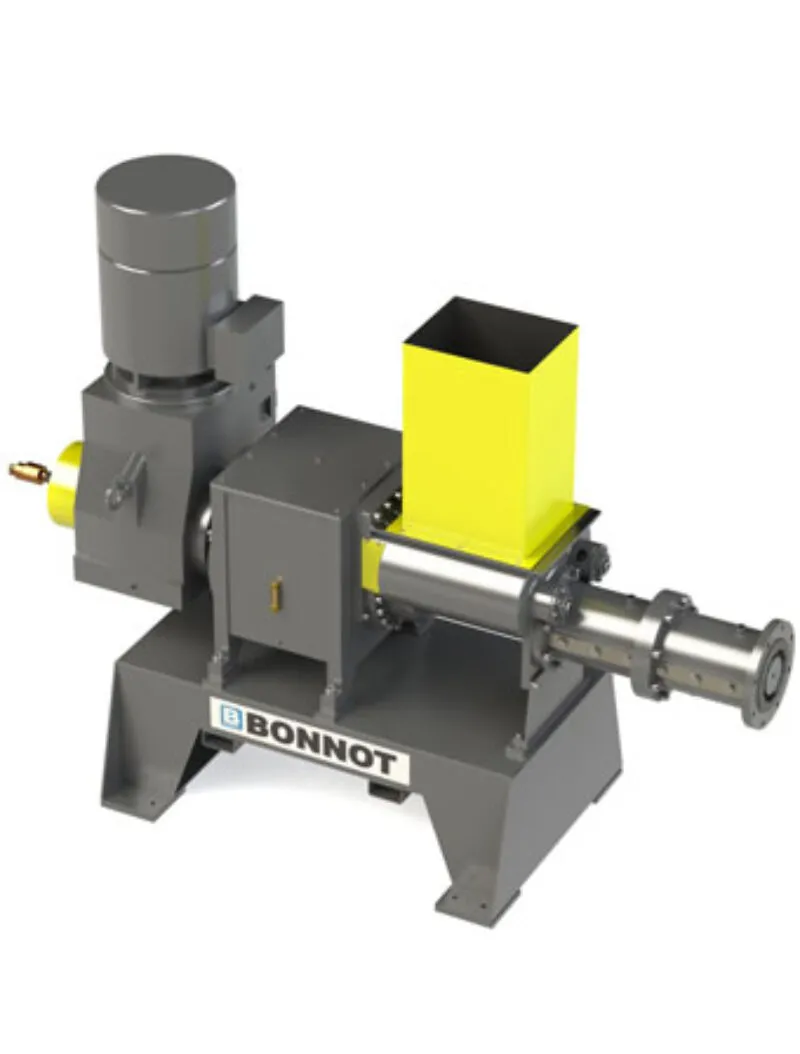
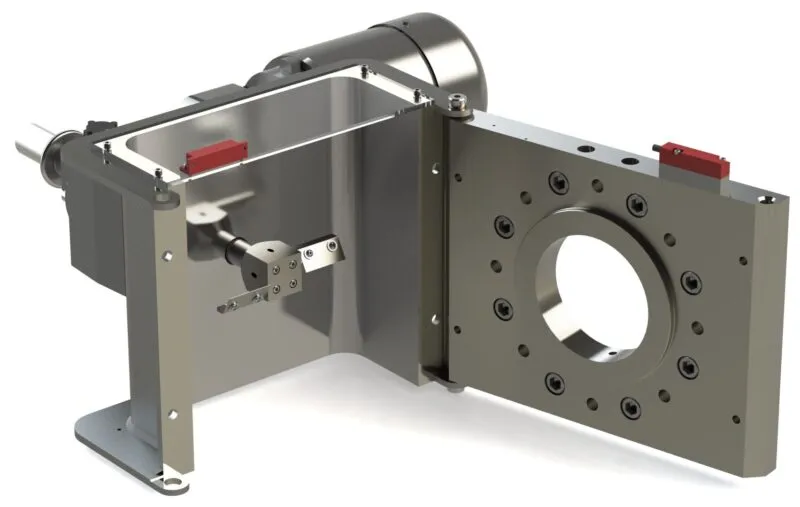
Extruder Design Features
+ Hopper openings dimensioned to accept large batches
+ Counter rotating packer(s) to aid ingestion and prevent “bridging”
+ Hard surfacing and replaceable wear resistant barrel liners
+ Jacketed barrel for temperature processing control
+ Customizable dimensions
+ Configured for your specific application(TCU)