Vacuum Extruders
Patented In-Line & Dual Stage Vacuum Extrusion Options
Bonnot has been manufacturing extruders with vacuum capability for over 100 years.

Extruder Design Features
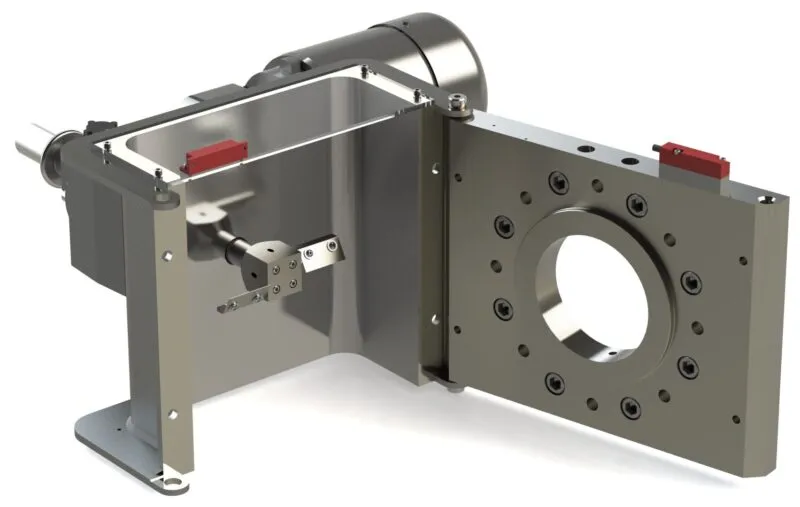
1Patented In-Line Vacuum Chamber
2High Torque Gear Motor
3Jacketed Barrels for Temperature Control
4Twin Packers to Aid Material Ingestion
5Robust Gearbox Design

product information
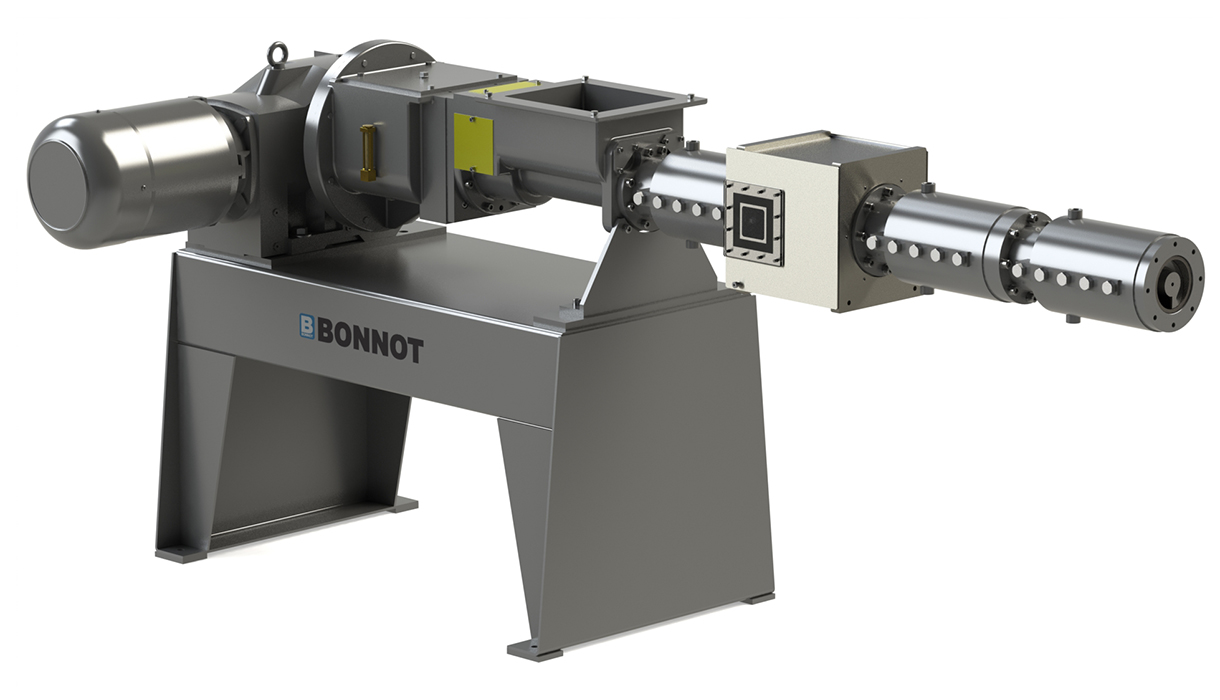
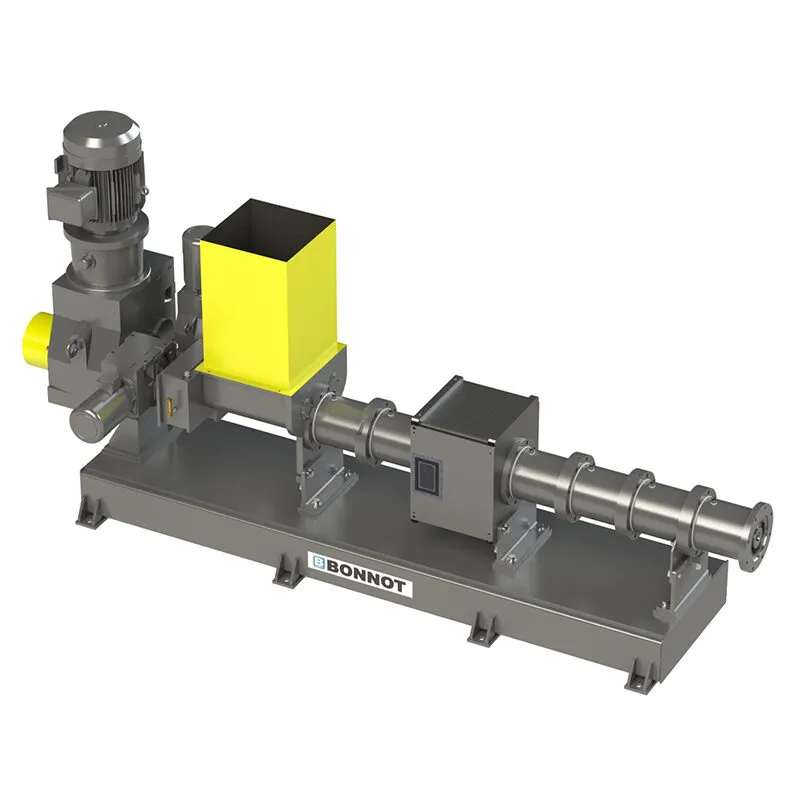
Bonnot Vacuum Extruders integrate a de-airing chamber between the feed stage and the final extrusion screw, using sub-atmospheric pressure to remove entrained air, gases, and volatiles from ceramic, rubber, sealant, and plastic materials before they are formed at the die. Air inclusions in extruded profiles cause surface defects, internal voids, reduced mechanical strength, and adhesive bond failures - consequences that vacuum de-airing eliminates at the source rather than managing as a downstream quality problem. Two configurations serve different production layouts: the VP piggy-back series positions the feed extruder vertically above the de-airing chamber, while the VI in-line series arranges feed and final extrusion in a collinear horizontal configuration better suited to high-throughput production lines.
The vacuum chamber is sealed and maintained at sub-atmospheric pressure throughout continuous operation, with automatic pressure regulation and monitoring. Material discharged from the upper feed stage falls into the chamber and is spread to maximise de-airing surface area before being re-compacted and advanced by the lower extrusion screw. The fundamental advantage of this staged approach - feed, de-air, re-compress, form - is that it allows the vacuum to act on material that has been mechanically worked and opened up by the feed screw, rather than on the dense, compacted mass that would be presented to a vacuum system applied at the die end of a conventional extruder.
Advantages at a glance
Vacuum de-airing removes entrained air before die entry, producing dense, void-free extrudate with smooth surface finish. For clay and ceramic applications, this is a structural requirement rather than a cosmetic preference: air inclusions that survive the forming stage expand during firing, causing lamination cracks, bloating, and in severe cases complete structural failure of the fired part. The economic consequence - loss of high-value technical ceramic or refractory shapes at the end of the firing cycle - makes the investment in vacuum extrusion directly justifiable on a per-part quality yield basis.
Two configuration options serve different production scales and facility layouts. The VP piggy-back configuration is typically specified for moderate-throughput operations or where the facility layout accommodates a taller machine footprint - clay studios, specialist ceramic manufacturers, and medium-volume sealant producers commonly use this configuration. The VI in-line configuration is more commonly found in high-volume production lines where a horizontal machine profile fits the line layout and where the additional throughput of the VI 6 and VI 8 is required to match upstream mixing and downstream drying capacity.
Void-free cross-sections produced by vacuum extrusion exhibit measurably higher tensile strength, better dielectric properties, and superior surface adhesion versus equivalents produced without de-airing - properties that matter directly in electrical insulation, high-performance seals, structural ceramic components, and medical-grade adhesive systems. The continuous in-line vacuum degassing that the VP and VI series provide replaces batch vacuum mixers and pug mills, removing both the cycle-time loss of batch processing and the risk of re-aeration during material transfer from the vacuum mixer to a separate extruder.
Industries and materials served
Clay and Technical Ceramics - Structural and Advanced
The primary market for vacuum extrusion, encompassing stoneware, porcelain, refractory, and technical ceramic bodies that must be de-aired to prevent lamination cracks during green forming and structural failure during firing. Common applications include vitrified clay pipe, high-alumina refractory shapes, cordierite honeycomb substrates for automotive emissions catalysts, and alumina or zirconia tubes for electronics and medical applications - all products where fired-part integrity depends directly on the absence of air inclusions in the green body.
Rubber Profiles, Seals, and Weatherstrip
EPDM, NBR, and silicone rubber profiles for automotive door seals, window glazing gaskets, and industrial weatherstrip require void-free cross-sections to pass compression set and leak-rate testing. Vacuum extrusion is the accepted industry standard for quality-critical rubber profiles because the alternative - post-extrusion inspection and rejection of air-containing profiles - is both costly and impractical at the production rates required by automotive OEM supply agreements.
Sealants, Construction Compounds, and Adhesive Bases
Polyisobutylene, polysulfide, and polyurethane sealant bases that are de-aired before extrusion produce beads free from pinholes and surface breaks that cause joint sealant failure in service. For construction sealants used in structural glazing and curtain wall applications, where the sealant is the primary air and water barrier between interior and exterior environments, the surface integrity that vacuum de-airing provides is a specification requirement rather than a performance preference.
Art Clay, Modelling Clay, and Potters' Materials
Professional art clay products - blocks, coils, and sheet material - must be completely void-free to throw, hand-build, or sculpt without delamination and to fire without cracking. Professional art clay manufacturers use vacuum extrusion as the standard production process because the alternative, hand-wedging or mechanical pug milling without vacuum, reliably leaves residual air that causes problems at the throwing wheel and in the kiln.
Electrical Insulation, Cable Jacketing, and Dielectric Compounds
PVC and thermoplastic elastomer compounds extruded for cable jacketing, electrical conduit, and dielectric insulation require air-free construction to pass dielectric strength and surface resistance standards. A single air void in a cable jacket or conduit wall creates a localised reduction in dielectric strength that can cause premature insulation breakdown under service conditions - a failure mode that vacuum extrusion directly prevents at the manufacturing stage.
Available in a range of sizes
VP 2 Series

- Output
- 100-175 lbs/hour
- Hopper Opening
- 6” x 5”
- Motor
- 10 HP

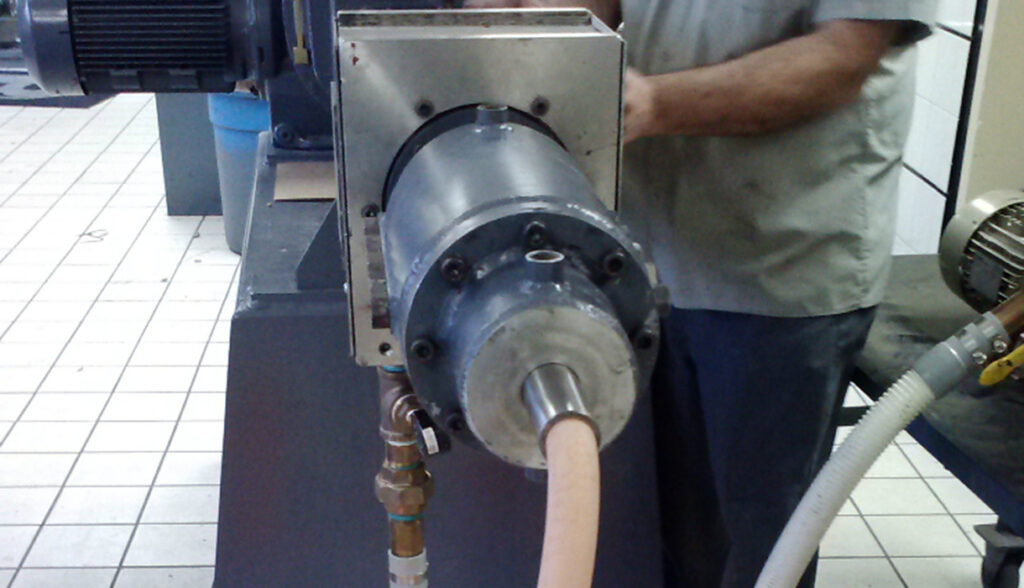
Testing a Vacuum Extruder
De-Airing Clay
De-Airing Clay on our patented in-line vacuum extruder
Want to prove it out?
The Bonnot Company is pleased to offer FREE feasibility testing in our test facility. Come and take advantage of our comprehensive catalog of test equipment; different extruder designs, screw geometries, forming dies, temperature control options, mixers and material testing equipment.
Get in touch with us